РАБОТАЕМ СО ВСЕМИ РЕГИОНАМИ РОССИИ | РАСЧЁТ СТОИМОСТИ ВНЕДРЕНИЯ ЗА 2-3 ДНЯ | ЗАПРОСИТЬ РАСЧЁТ! |
АВТОМАТИЗАЦИЯ ЛИНИИ ПО ПРОИЗВОДСТВУ МОНТАЖНОЙ ПЕНЫ

- ЦЕНА РАБОТ: ДОГОВОРНАЯ
- ПРОЕКТ, МОНТАЖ, НАЛАДКА
- ГАРАНТИЯ: ОТ 12 до 24 МЕС.
Отечественный производитель монтажной пены - группа компаний «DeLux» обратился в нашу компанию с просьбой автоматизировать линию по производству монтажной пены. Наши инженеры после изучения технического задания разработали проект автоматизации с использованием нового и уже имевшегося на предприятии оборудования. В результате проведённых работ, Заказчик получил в своё распоряжение современную надёжную автоматизированную линию. Требуется автоматизировать производственный цех или участок? Обращайтесь, поможем!
Позвонить сейчас
+7(927)534-60-60ЧТО БЫЛО ДО АВТОМАТИЗАЦИИ
Предприятие, входящее в группу компаний «DeLux», обратилось с задачей автоматизации уже действующей линии по производству монтажной пены. Провести автоматизацию нужно было уже на готовом оборудовании, в короткие сроки, не допустив длительного простоя.
В данном кейсе мы рассмотрим пример внедрения автоматизации в уже действующее производство без остановки цикла и с максимальным сохранением уже имеющегося оборудования!





ИСХОДНЫЕ ДАННЫЕ И ОСНОВНЫЕ ПРОБЛЕМЫ
- ✅ 24 накопительные ёмкости по 10 м³;
- ✅ 18 расходных по 1 м³;
- ✅ трубопроводы
- ✅ насосы
- ✅ пневмоуправляемые клапаны;
- ✅ ранее смонтированный шкаф пневматики с пневмоостровами;
- ✅ кустарные тумблеры для включения и выключения оборудования.
- ❌ отсутствие средств индикации уровня жидкости в ёмкостях (уровень проверялся вручную: технолог поднимался по лестнице наверх и замерял уровень жидкости);
- ❌ производственный процесс зависел от визуального контроля, что вело к рискам: переполнения, опустошения в неподходящий момент, технологического брака, срывов сроков;
- ❌ отсутствовала возможность вести учёт, планировать загрузку, контролировать остатки.
❗️ Шкаф пневматики был вполне функционален (он был сохранён и продолжает работать), но оборудование не было автоматизировано, пневматику на каждое устройство приходилось включать и выключать вручную.
ПОДГОТОВИТЕЛЬНАЯ РАБОТА
После предварительного запроса на нашу электронную почту и последующей первичной консультации с нашим ведущим инженером АСУ ТП Денисом Атрошенко Заказчик предоставил хорошо проработанное Техническое задание. В нём были чётко обозначены все требования к автоматизированной системе, которую требовалось разработать и внедрить у него на производстве.
2️⃣ ПРОРАБОТКА ТЕХНИЧЕСКИХ РЕШЕНИЙ.
После тщательного изучения Технического задания наши специалисты проанализировали, какие технические решения возможно применить, каковы предположительные трудозатраты, стоимость материалов и т.п. Посчитали предварительную стоимость, отправили информацию Заказчику. На работу ушло примерно 2 дня.
3️⃣ СОГЛАСОВАНИЕ И ЗАКЛЮЧЕНИЕ ДОГОВОРА.
В процессе согласования проекта с Заказчиком мы предложили расширенные гарантии на выполненные работы, обговорили сроки, условия выезда наших специалистов на монтажные и наладочные работы и другие детали предстоящей работы. После этого был заключен договор и началась непосредственная работа по разработке системы автоматизации для данной производственной линии.
ОСНОВНЫЕ ЭТАПЫ РАБОТ
На первом этапе мы разработали проект (электросхемы, чертежи и т.п.) и окончательно согласовали его с Заказчиком.
2️⃣ ИЗГОТОВЛЕНИЕ СИСТЕМЫ УПРАВЛЕНИЯ.
После закупки необходимых материалов была изготовлена система управления. После этого наши инженеры написали программы для контроллера и панелей управления.
3️⃣ ПРЕДВАРИТЕЛЬНАЯ ПРИЁМКА.
После предварительной сборки автоматизированной системы наш Заказчик приехал к нам на производство и провёл приёмку. В ходе приёмки представитель Заказчика предложил внести небольшие изменения в программную часть проекта, что и было выполнено.
4️⃣ ОТПРАВКА СИСТЕМЫ ЗАКАЗЧИКУ.
После приёмки запрограммированная система была отправлена Заказчику для монтажа ( по договору работы по монтажу системы Заказчик взял на себя). Через полтора месяца наши специалисты выехали к Заказчику для проведения завершающих работ непосредственно на линии по производству монтажной пены.
5️⃣ ЗАКЛЮЧИТЕЛЬНЫЕ РАБОТЫ.
На территории Заказчика нашими силами были проведены завершающие работы – подключение датчиков к системе; подключение системы к упоминавшемуся шкафу пневматики; пуско-наладочные работы – настройка датчиков, отработка алгоритма системы, внесение в него требуемых изменений и т.п. Оформление документации по результатам пуско-наладочных работ. Данный этап занял 5 дней.
ПОСЛЕ АВТОМАТИЗАЦИИ




Т.е. при необходимости расширения потребуется только подключить необходимое оборудование к системе и сделать программные изменения. В целом на момент завершения работы Заказчик уже начинал продумывать, что еще можно было бы автоматизировать.
Вполне возможно, что сотрудничество с данным Заказчиком еще будет иметь место.
ТЕХНИЧЕСКИЕ:
👉 индикация уровня заполнения каждой емкости с сигнализацией предельных значений. В том числе есть возможность перевести уровень в килограммы, литры;
👉 запреты и блокировки работы – режим «Карантин», защита от переполнения, запрет на работу при неисправности. Т.е. оператору нет необходимости следить за заполнением – система сама отключает подачу компонентов, если это требуется по технологии. Соответственно – нет риска переполнения, человеческого фактора. Оператор может нажать кнопку и идти заниматься другими делами – а значит получаем повышение производительности;
👉 управление оборудованием при помощи сенсорных экранов диагональю 15”;
👉 ведение архивов сообщений;
👉 штатный и аварийный режимы работы (в случае неисправности и, соответственно, запрета штатной работы имеется возможность управлять оборудованием полностью в ручном режиме. Это сделано для обеспечения работы производства даже при выходе из строя части системы) Аварийный режим был введен по нашему предложению, Заказчик с идеей согласился, посчитав ее полезной;
👉 настройка технологических параметров, работы защит индивидуально для каждой из емкостей.
ЭКОНОМИКА | ПРОИЗВОДСТВО | БЕЗОПАСНОСТЬ:
👍 прослеживаемость в части контроля количества компонентов, имеющихся в наличии и прошедших необходимые процедуры (т.н. «карантин» — выдержка времени, в течение которого из емкости после ее заполнения нельзя откачивать). Это дает возможность планирования производства, а также снижает брак, поскольку становится невозможным использовать компонент до того времени, как он пройдет «карантин» и станет пригодным для использования;
👍 снижение затрат времени на выполнение операций по перекачке, т.к. отсутствует необходимость в постоянном визуальном контроле уровня и состояния механизмов;
👍 снижение воздействия на персонал химических компонентов и риска падения с высоты – по той же причине, нет необходимости визуального контроля уровня – а значит меньше воздействие вредных испарений, нет необходимости подниматься на высоту без стационарных средств типа лесов.
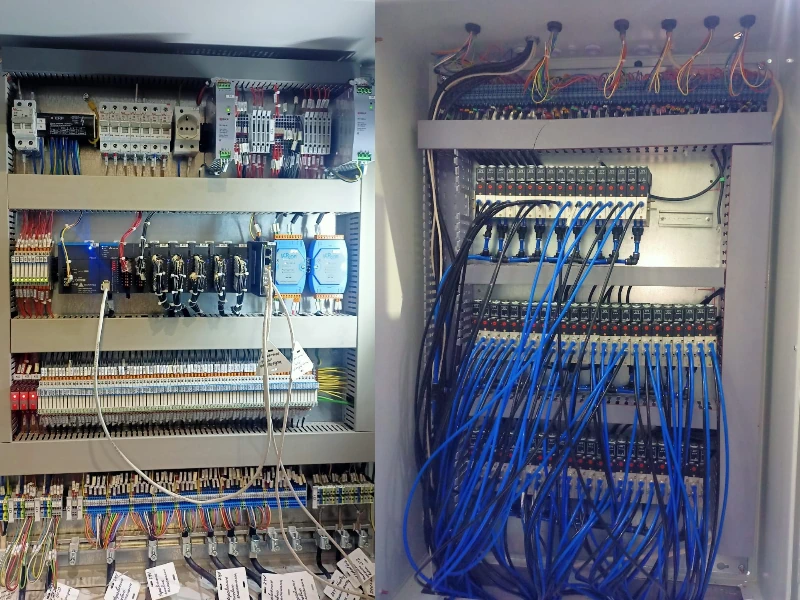
ОБОРУДОВАНИЕ, ИСПОЛЬЗОВАННОЕ В ПРОЕКТЕ
- В качестве уровнемеров – датчики давления производства Piezus с цифровым выходом. Данное решение было сразу прописано в Техническом задании и мы работали исходя из того, что хочет получить Заказчик;
- Центральное устройство всей системы – программируемый логический контроллер Delta AS228. Данный производитель хорошо известен на мировом рынке, предоставляет качественную продукцию, имеет официального дистрибьютора в России. Однако на нем мы не зацикливаемся – вполне возможно применение, например, продукции отечественного производителя «Овен» и других;
- Для взаимодействия с оператором применены две сенсорные панели диагональю 15”. Данное требование также было обозначено заказчиком. Мы его приняли как руководство к действию и строили систему исходя из требований;
- Остальное оборудование (корпуса шкафов, аппараты защиты, кнопки, реле, сетевое оборудование) выбиралось исходя из соображений оптимального соотношения цена/качество. При этом заведомо некачественные компоненты не рассматривались.
👉 РАБОТАЕМ С САМЫМ РАЗНЫМ ОБОРУДОВАНИЕМ. АВТОМАТИЗИРУЕМ РАЗЛИЧНЫЕ ПРОИЗВОДСТВА.
ЗАДАТЬ ВОПРОС | НУЖНА КОНСУЛЬТАЦИЯ
Заказать
АВТОМАТИЗАЦИЯ ЛИНИИ ПО ПРОИЗВОДСТВУ МОНТАЖНОЙ ПЕНЫ